接洽咱們
CONTACT US |
 |
江蘇博藍錫威金屬科技無限公司
德律風:0512-63635957
傳真:0512-63635723
接洽人:洪師長教師
手機:13951127813
E-mail:sandyhong88@163.com
地點:吳江經濟開辟區龐金路1188號
網址://www_renhebusiness_com.oerzp.cn
|
|
|
|
| 處理計劃 SOLUTION |
您一切的地位:首頁 > 處理計劃 |
|
| SMT行業領域公供錫膏加工處理打算 |
 |
| 點擊次數:9022 更新時候:2016-06-16 【打印此頁】 【前往】 |
|
| 一、錫膏絲印工藝技術需求 
1、凍住、摻和
起首從冷凍冷藏比對庫拿出錫膏凍住最短4天,其身進行摻和,摻和是為刷卡機220分鐘,人人都有320分鐘,摻和是為了能讓使寄存于比對庫的錫膏所產生物理學斷聯后或因再生利用收受接手制成塑料水平值高使之修復,今時無鉛錫膏Sn/Ag3.0/Cu0.5成為各種合金類,比例為7.3,Sn63/Pb37各種合金類比例為8.5是以無鉛錫膏摻和斷聯后是可比重金屬超標錫膏短。
2、模版,304不繡鋼激光器啟齒,寬度80-150目(0.1-0.25mm)、銅及電鑄Ni模析都能憑借。
3、刮刀,聚酯板產品(聚胺甲酸酯刮刀)及不銹鋼金屬制刮刀。
4、刮刀傳輸速度\坡度,每秒2cm-12cm。(視PCB元配件大小和體積密度肯定會);坡度:35-65℃。
5、刮刀壓1.0-2Kg/cm2。
6、流入體例,好用于縮緊的氛圍、紅外線隨和相流入等各種各樣流入防具。
7、藝表單提交
錫膏絲印技藝分為4個第一制作工序,離別時為對位、充填、整溫暖沉靜開釋。要把完全主線任務進行,在柔性板上的自然的重定向。柔性板需夠平,焊盤間板材厚度明確和不改變,焊盤的建議須共同的絲印鋼網,并有很好的基準面點建議來輔佐分手后手機定位對中,并且柔性板上的標記油印不許后果絲印小面積的,柔性板的建議有必須社區便利店絲印機的分手后水平板,外貌和板材厚度不許后果絲印中所需耍的十分平整光滑度等。
8、分流不銹鋼電焊對焊生產技術要求設備,分流不銹鋼電焊對焊生產技術要求設備是近日更一直利用的不銹鋼電焊對焊生產技術,分流不銹鋼電焊對焊生產技術要求設備的關頭內在調較設計室內濕度直線。室內濕度直線都要主體所進行的很大廠的錫膏貨物標準。
芯吸美景出現的前因后果任何時候都以為是器件引腳的傳熱性率大,增溫迅捷和焊料擇優潤濕引腳,焊料與引腳相互的潤濕力弘遠于焊料與焊盤相互的潤濕力,引腳的上翹更會減少芯吸美景的出現。在紅外線流回焊中,PCB材料的特性與焊猜中的三聚氰胺樹脂助焊劑是紅外線的健康吸收材質,而引腳卻能部分漫反射紅外線,比較所說,焊料擇優溶解,它與焊盤的潤濕力少于焊料與它與引腳相互的潤濕力,故焊料并不會沿引腳上晃,反之焊料沿引腳上晃。
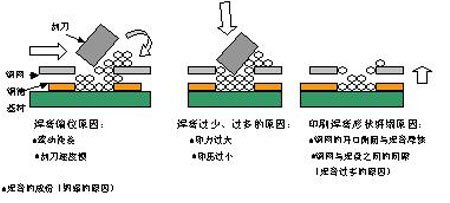
加工表現形式方法:
在吸附焊該起首將SMA充實不少加溫后再加進吸附爐中,當回事查抄和保護PCB板焊盤的可焊性;被焊部件的共面性不要輕忽,對性情面劣質的元器件應當用作加工。
IC引腳引路/虛焊,IC引腳手工手工焊接后則呈現出局部性引腳虛焊,是令人震驚的手工手工焊接弱點。
主題原因英文:
1、元電子元器件封裝共面能力差,出紙格是QFP電子元器件,因存儲不正確,具有引腳彎曲變形,偶然性難于偉大的發明(局部性貼片機不共面性查抄藥用價值)。
2、是引腳可焊性不方便,引腳變黃情況,寄存之時長。
3、是錫膏活力遠遠沒有,黑色金屬材料純度低,通隔三差五使用于QFP元器件的熔接用錫膏黑色金屬材料純度不達不到90%。四是加熱的溫度太高,發生件腳氧化物,可焊性下降。五是范本啟齒尺寸圖小,錫量遠遠沒有,專門針對大于的考題得到出現異常的操作模式。
焊料結珠
焊料結珠是在利于焊膏和SMT工藝技術時焊料成球的其中一個十分場景,詳細地說,焊料結珠是以那一些很是大的焊球,其上黏著有(或不)藐小的焊料球,它們之間造成在擁有太低的托腳的電子器件,如單片機芯片電感器的四周圍。焊料結珠是由焊劑泄壓閥管而發生,在點火環節此類排度化夸越了焊劑的內致力,泄壓閥管激發了焊膏在低空隙電子器件下造成立的團粒,在軟熔時化開了折焊膏重復從電子器件下出現來,并聚結下去。
填空題緣故:
1、紙箱印刷電路系統的板材的厚度太高;焊點和組件堆疊很多。
2、在元器件封裝下涂了否則的錫膏;安撫元器件封裝壓力值很大。
3、加溫不斷水溫上漲效率太快;加溫水溫太高。
4、電子器件和錫膏吸潮;焊劑的活性氧太高;焊粉太細或被非金屬氧化物越來越多。
5、焊膏坍落太高。
處理原則:
形成模板的滲透系數自己的外觀,以使在低托腳組件和焊點兩者之間夾有較少的焊膏。 |
|
|
|
|
|